

Lo studio propone un innovativo pretrattamento meccanico per il riciclo dei moduli FV in silicio, rimuovendo il backsheet PET prima del trattamento termico. Questo metodo migliora la purezza e il recupero dei materiali, riduce le emissioni tossiche e offre una soluzione sostenibile per il recupero delle risorse, contribuendo a un riciclo più efficiente.
Problema
- Nei moduli FV in silicio, la delaminazione termica tradizionale (400–550 °C) rimuove efficacemente l’incapsulante, ma degrada il backsheet polimerico (spesso composto da film fluorurati o multilayer), rilasciando gas tossici e contaminando le frazioni recuperate (vetro, nastri di rame, Si/metalli) (Peltola, 2016; Knausz et al., 2015).
- La frazione polimerica è spesso trascurata: si perdono materiali (retro del modulo) e si peggiorano le rese/purezze delle altre frazioni.
Background tecnico
- I backsheets comunemente impiegati sono strutture multilayer con film esterni resistenti agli agenti atmosferici (PVF, PVDF, coating vari) e un “Inner Core Film” spesso in PET che fornisce isolamento, barriera all’umidità e stabilità meccanica (Peltola, 2016). Requisiti tipici: stabilità a UV/umidità, resistenza all’abrasione e isolamento elettrico (Peltola, 2016).
- Il comportamento termico dell’EVA (incapsulante) e le sue transizioni termiche sono determinanti per la scelta di tempi e temperature di delaminazione (Agroui & Collins, 2013; Stark & Jaunich, 2011). Analisi termiche (DSC) sono standard per caratterizzare questi materiali (Humboldt Univ. Berlin manual).
Che cosa propone lo studio
- Un pretrattamento di “peeling meccanico selettivo” del backsheet, seguito da un breve trattamento termico sulle restanti layer.
- Protocollo sperimentale su provini da 10×10 mm:
- Peeling fase 1: asportazione backsheet PET a profondità 0,3 mm.
- Peeling fase 2: rimozione successiva a 0,57 mm (EVA posteriore + cella).
- Trattamento termico finale: forno a 400 °C o 450 °C per 5–60 min.
- Confronto diretto con il “metodo tradizionale” (solo termico, senza peeling).
- Analisi materiali e gas: FTIR, Raman, XRD, XRF, cromatografia per gas (CO2, CO, idrocarburi) e vagliatura per frazioni (vetro, nastri, Si/metalli). Per la caratterizzazione termica dei polimeri si è fatto riferimento a tecniche DSC/DMA consolidate (Humboldt Univ.; Agroui & Collins; Stark & Jaunich).
Risultati chiave (peeling + termico vs solo termico)
- Tempo/energia di delaminazione
- Completa a 400 °C in 5 min (con peeling) contro 450 °C per 60 min (senza peeling).
- Purezza e qualità dei materiali
- Vetro: 98,7% di purezza e 82,8% di recupero (vs 93,1% e 78,2%); vetro visibilmente più pulito.
- Nastri di rame: 98,1% di purezza e 0,75% recupero (vs 64,2% e 0,51%).
- Frazione Si/metalli: 96% di purezza e 5% di recupero (vs 47,8% e 10,3%); meno “elementi non identificati” (≈16,5% vs 35,9%), indizio di minore contaminazione da polimeri/vetro.
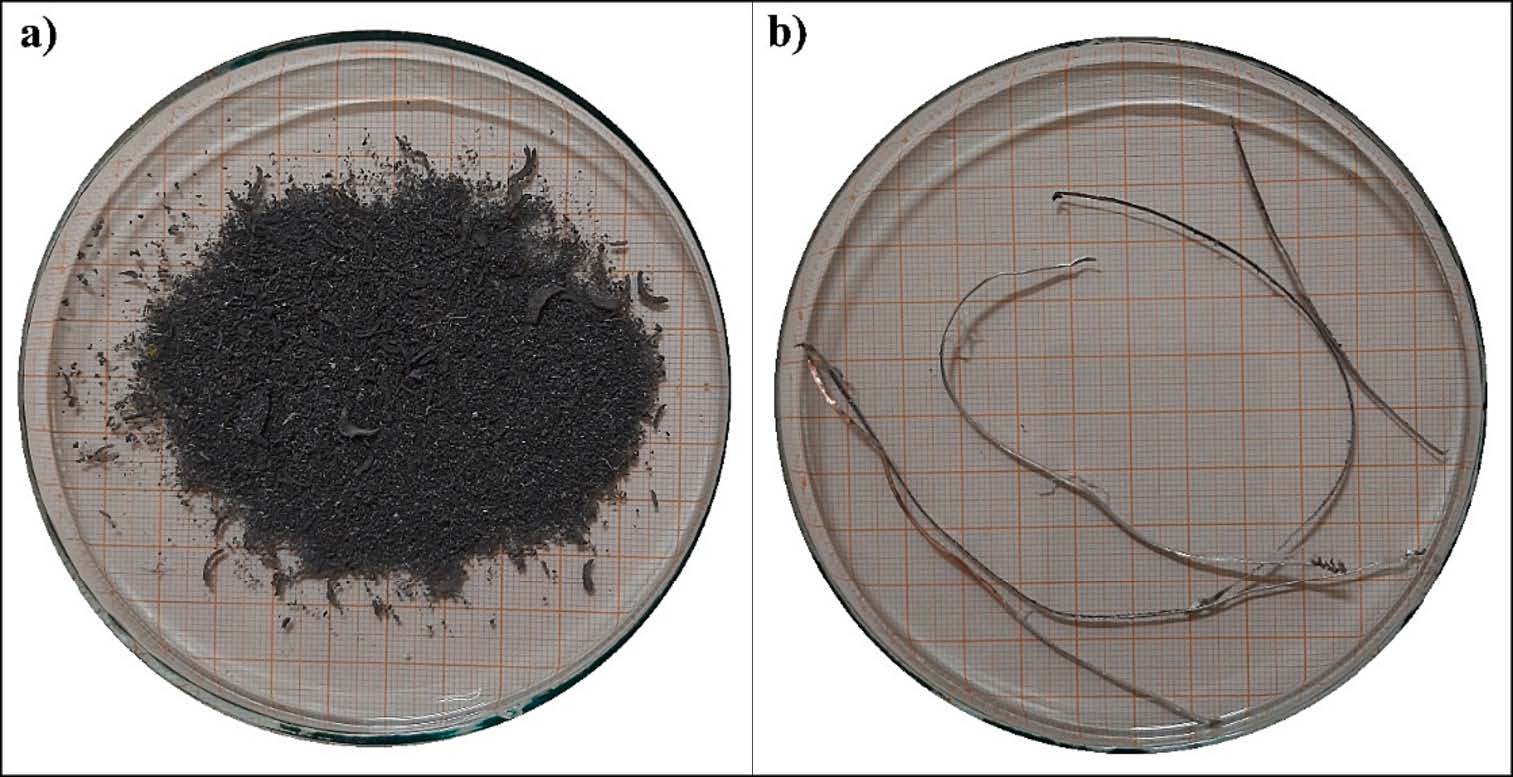
- Recupero del backsheet
- Backsheet (PET) recuperato con purezza 96,6%; resa ≈3,93% in massa del modulo (frazione solitamente distrutta nei forni tradizionali).
- Spettri FTIR/Raman e XRD coerenti con PET semicristallino.
- Emissioni gassose durante il trattamento termico
- Riduzioni marcate con peeling (misure GC): CO2 −59%, CO −73,8%, C2H2 −80,8%, i‑butano −84,0%. Anche i composti leggeri pesanti (C6+) e propadiene in calo.
Perché funziona
- Rimuovere prima il backsheet:
- evita la pirolisi/combustione dei polimeri (soprattutto se fluorurati in alcuni backsheets), principale fonte di gas tossici e composti persistenti (Peltola, 2016; Knausz et al., 2015);
- limita la migrazione di residui organici nelle frazioni vetrose/metalliche, aumentando purezza e valore a valle;
- consente di valorizzare il polimero come materia seconda (PET nel caso testato).
- Il successivo step termico agisce su uno stack più “semplice”, accorciando tempi e abbassando temperature necessarie (coerente con le transizioni termiche note per EVA).
Impatto ambientale ed economico atteso
- Minori emissioni e minor carico sugli impianti di abbattimento fumi; meno scarti contaminati.
- Frazioni con più alto valore: vetro “clean”, rame quasi pronto per fonderia, Si/metalli più puri → miglior prezzo di vendita delle frazioni.
- Recupero del backsheet: con 60–70 Mt di rifiuti FV attesi al 2050, il solo backsheet recuperabile (≈3,9%) corrisponde a 2,34–2,73 Mt di polimero potenziale.
- Riduzione di tempo/energia dei forni = CAPEX/OPEX inferiori per impianti di riciclo.
Indicazioni pratiche per la filiera
- Pretrattamento meccanico automatizzato: router/frese a profondità controllata con aspirazione per ridurre polveri e migliorare sicurezza e qualità del prodotto.
- Gestione separata dei flussi: inviare a forno solo lo “stack” ripulito dal backsheet, ottimizzando tempi/temperature in base alla composizione residua (tenendo conto delle transizioni EVA).
- Controllo qualità in uscita: vagliatura dedicata (nastri, vetro, Si/metalli) e controlli XRF/FTIR sulle purezze per massimizzare il valore a valle (fonderia, riciclo chimico del Si, riciclo vetro).
- Design for Recycling (DfR): favorire backsheets non fluorurati e facilmente pelabili; sviluppare adesivi “debond‑on‑demand” ed etichette che segnalino stratigrafia e materiali (Peltola, 2016).
Limiti e prossimi passi
- Lo studio è su scala di laboratorio e su campioni di modulo con backsheet PET (non fluorurato); è necessario verificare efficacia e sicurezza su backsheets PVF/PVDF (rischio di emissione di fluorurati) e su laminazioni diverse (Peltola, 2016; Knausz et al., 2015).
- Scalabilità del peeling: valutare robustezza degli organi di taglio, produttività industriale e controllo delle polveri generate.
- Integrazione in impianto: progettare il bilanciamento delle linee (peeling, termico, separazioni), valutare HSE e condurre LCA comparativa su base industriale per quantificare benefici complessivi.
Numeri essenziali (con peeling)
- Delaminazione: 400 °C, 5 min.
- Purezze: vetro 98,7%; nastri Cu 98,1%; Si/metalli 96%.
- Emissioni (vs tradizionale): CO2 −59%; CO −73,8%; C2H2 −80,8%; i‑butano −84,0%.
- Backsheet: purezza 96,6%; recupero ≈3,9% della massa modulo.
Messaggio chiave
Un semplice cambio di sequenza — prima si “sfoglia” il retro, poi si scalda — rende il riciclo dei moduli FV più pulito, più rapido e più redditizio: meno gas nocivi, frazioni più pure e un nuovo flusso di materia seconda dal backsheet. È una soluzione pronta da testare su scala industriale e da affiancare al design dei moduli “facili da riciclare”.
Riferimenti
- Wahman M., Surowiak A., Berent K., Szymczak P., 2023. Eco‑efficient removal of polymer back sheet fraction and material separation from solar cell waste. Solar Energy 264, 112085. https://doi.org/10.1016/j.solener.2023.112085
- Fiandra V., Sannino L., Andreozzi C., Corcelli F., Graditi G., 2019. Silicon photovoltaic modules at end‑of‑life: removal of polymeric layers and separation of materials. Waste Management 87, 97–107.
- Wang T.Y., Hsiao J.C., Du J.H., 2012. Recycling of materials from silicon base solar cell module. Proc. IEEE PVSC.
- Dias P.R., Javimczik S., Benevit M., Veit H.M., 2017. Pyrolysis study of polymers from PV modules. Waste Management 60, 716–722.
- Danz P., Aryan V., Mohle E., Nowara N., 2019. Fluorine release from PV backsheet materials during pyrolysis/incineration. Toxics 7(3):47.
- (Altri riferimenti citati nello studio: Lee et al., Park et al., Chitra et al., e lavori di review su riciclo PV riportati in Wahman et al., 2023).
Rispondi